

新聞資訊
推薦產(chǎn)品






聯(lián)系方式
- 17722493173
- 0755-2747 1680
- 0755-6110 9007
- lklaser@qq.com
- 深圳市寶安區(qū)福永街道新和社區(qū)福園一路華發(fā)工業(yè)園Α4棟3樓
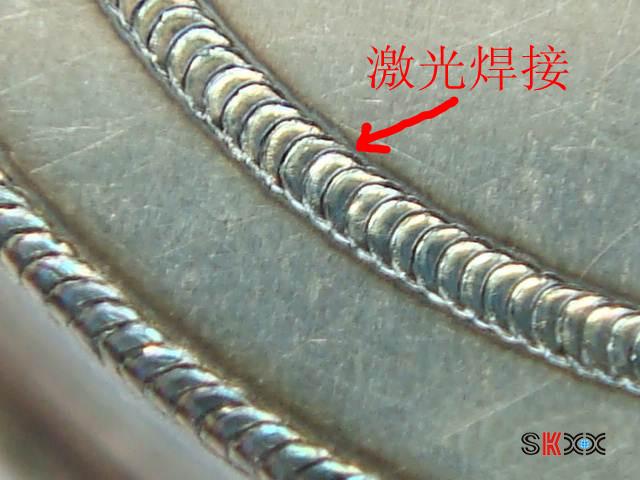
激光焊接鈑金與MIG焊接鈑金的效率差距
來源:深圳市鐳康機械設備有限公司發(fā)表時間:2019-12-05
激光焊接是否適合您的鈑金操作?考慮這些關鍵因素和好處。
激光焊接的好處
在某些應用中,激光焊接的行進速度可以比TIG焊接快五到十倍,比MIG焊接快三到五倍。在許多應用中,它也是電阻點焊的理想選擇。
鈑金件的自動焊接就是一個例子,其中改變激光焊接可以提供明顯的生產(chǎn)率優(yōu)勢。由于激光焊接過程提供了很高的行進速度和較低的熱量輸入,因此有助于防止在這種通常較薄的材料上發(fā)生燒穿。
市場上也有預制的激光焊接系統(tǒng),可輕松安裝,因此安裝停機時間極短。
激光焊接的進步
由于先進的技術使激光焊接更容易獲得和負擔得起,因此在自動焊接應用中激光焊接的使用繼續(xù)增長。
激光焊接使用激光來連接金屬片。傳統(tǒng)上,高功率激光器使用二氧化碳作為介質(zhì),波長約為10微米。此波長的激光無法通過光纜傳輸,因此很難實現(xiàn)激光焊接過程的自動化。
技術進步已在這方面推動了行業(yè)向前發(fā)展。1微米波長激光的發(fā)展意味著激光可以通過光纖電纜傳輸,從而使激光更易于自動化焊接。
此外,1微米波長的激光器通常由二極管供電。隨著制造商變得更加擅長于生產(chǎn)強大的二極管,為這些激光器供電所需的二極管也更少了。這繼續(xù)降低了激光焊接系統(tǒng)的每功率成本。
在鈑金上獲得優(yōu)勢
傳統(tǒng)上將進行TIG焊接并需要高質(zhì)量外觀的零件是轉(zhuǎn)換為激光焊接工藝的理想選擇。這些因素使激光焊接特別適合于鈑金應用。
鈑金通常非常薄,并且在焊接中需要低的熱量輸入。它還常用于要求高美學質(zhì)量或美觀效果的應用中,例如電器,標牌或電梯面板。激光焊接可以很好地滿足這些需求。
另外,激光焊接有時不需要使用填充金屬或保護氣體。這使焊縫的輪廓非常低,在焊縫完成后無需打磨,從而節(jié)省了時間和金錢,并有助于提高生產(chǎn)效率。
例如,常見的鈑金應用是電氣箱的制造。使用MIG焊接時,通常需要進行焊后打磨,以去除外側(cè)拐角處多余的焊接加強筋。改用激光焊接可省去焊接后清理工作的時間和金錢。
如前所述,與TIG或MIG焊接相比,激光焊接的行進速度更高,可幫助公司提高生產(chǎn)率和效率,從而對利潤產(chǎn)生積極影響。
傳導與鎖孔模式
激光焊接有兩種模式:傳導和鎖孔。每種類型都有針對特定應用程序的優(yōu)勢,因此請務必考慮哪種類型最適合您的需求。
焊接系統(tǒng)根據(jù)能量密度在傳導模式和鎖孔模式之間轉(zhuǎn)換。
在較低的能量密度下,激光器具有較大的光斑和較低的功率。這是傳導模式。在這種模式下,表面被加熱,熱量通過傳導傳遞通過零件。傳導模式通常具有非常平靜的水坑,類似于TIG焊接,非常適合必須精確的裝飾性焊接,例如盒子或標牌的外角。
隨著功率水平的提高(例如2毫米點的直徑縮小到0.6毫米),能量密度變得更高。這種具有更高能量密度的更深的熔深焊接是鎖孔模式。
鎖孔模式可用于刺穿堆疊在一起的兩片材料以產(chǎn)生焊縫。當來自激光的光撞擊頂部表面時,它會汽化并穿透兩個零件,并以激光移動的最快速度填充焊縫。這使得鍵孔模式激光焊接在以前需要像電阻點焊這樣的過程的堆疊或重疊材料的應用中成為一個很好的選擇。鎖孔模式激光焊接比電阻點焊效率更高,電阻點焊使用兩個電極,并且需要接近被焊接材料的頂部和底部。電阻點焊也更難以自動化。
相同的激光焊接系統(tǒng)可用于傳導模式和鎖孔模式。通過增加功率或減小激光的光斑尺寸,這會將模式從傳導模式更改為鎖眼模式。
考慮預先設計的系統(tǒng)
實施預先設計的激光焊接系統(tǒng)可以帶來很多好處。市場上提供的預制系統(tǒng)可提供易用性以及快速簡便的安裝。
一些預先設計的單元構(gòu)建在單個平臺上,并且可以預先組裝運輸-因此可以將它們放入您的焊接操作中,并通常在同一天快速啟動和運行。與其他機器人焊接系統(tǒng)一樣,這使得在操作中集成激光焊接單元變得容易。
 預先設計的激光焊接系統(tǒng)與其他預先設計的機器人系統(tǒng)之間的主要區(qū)別是,出于安全原因,激光系統(tǒng)焊接區(qū)域中的所有光都必須包含在設備內(nèi)部。當所有的光都包含在焊接單元內(nèi)部時,激光焊接系統(tǒng)將獲得1級等級,這意味著焊接單元外部的工人不需要額外的眼睛保護。這樣就可以在車間或工廠地板上放置激光焊接單元的位置提供更大的靈活性。
預先設計的激光焊接系統(tǒng)與其他預先設計的機器人系統(tǒng)之間的主要區(qū)別是,出于安全原因,激光系統(tǒng)焊接區(qū)域中的所有光都必須包含在設備內(nèi)部。當所有的光都包含在焊接單元內(nèi)部時,激光焊接系統(tǒng)將獲得1級等級,這意味著焊接單元外部的工人不需要額外的眼睛保護。這樣就可以在車間或工廠地板上放置激光焊接單元的位置提供更大的靈活性。
一些焊接系統(tǒng)制造商還提供測試實驗室,可以在樣品焊接系統(tǒng)中對樣品零件進行處理。這可以幫助您確定激光系統(tǒng)是否適合您的應用。
對于現(xiàn)在使用MIG,TIG或電阻點焊的操作,切換到激光焊接可以顯著提高生產(chǎn)率-節(jié)省時間和金錢,同時仍能生產(chǎn)高質(zhì)量的焊縫。
激光焊接的好處
在某些應用中,激光焊接的行進速度可以比TIG焊接快五到十倍,比MIG焊接快三到五倍。在許多應用中,它也是電阻點焊的理想選擇。
鈑金件的自動焊接就是一個例子,其中改變激光焊接可以提供明顯的生產(chǎn)率優(yōu)勢。由于激光焊接過程提供了很高的行進速度和較低的熱量輸入,因此有助于防止在這種通常較薄的材料上發(fā)生燒穿。
市場上也有預制的激光焊接系統(tǒng),可輕松安裝,因此安裝停機時間極短。
激光焊接的進步
由于先進的技術使激光焊接更容易獲得和負擔得起,因此在自動焊接應用中激光焊接的使用繼續(xù)增長。
激光焊接使用激光來連接金屬片。傳統(tǒng)上,高功率激光器使用二氧化碳作為介質(zhì),波長約為10微米。此波長的激光無法通過光纜傳輸,因此很難實現(xiàn)激光焊接過程的自動化。
技術進步已在這方面推動了行業(yè)向前發(fā)展。1微米波長激光的發(fā)展意味著激光可以通過光纖電纜傳輸,從而使激光更易于自動化焊接。
此外,1微米波長的激光器通常由二極管供電。隨著制造商變得更加擅長于生產(chǎn)強大的二極管,為這些激光器供電所需的二極管也更少了。這繼續(xù)降低了激光焊接系統(tǒng)的每功率成本。
在鈑金上獲得優(yōu)勢
傳統(tǒng)上將進行TIG焊接并需要高質(zhì)量外觀的零件是轉(zhuǎn)換為激光焊接工藝的理想選擇。這些因素使激光焊接特別適合于鈑金應用。
鈑金通常非常薄,并且在焊接中需要低的熱量輸入。它還常用于要求高美學質(zhì)量或美觀效果的應用中,例如電器,標牌或電梯面板。激光焊接可以很好地滿足這些需求。
另外,激光焊接有時不需要使用填充金屬或保護氣體。這使焊縫的輪廓非常低,在焊縫完成后無需打磨,從而節(jié)省了時間和金錢,并有助于提高生產(chǎn)效率。
例如,常見的鈑金應用是電氣箱的制造。使用MIG焊接時,通常需要進行焊后打磨,以去除外側(cè)拐角處多余的焊接加強筋。改用激光焊接可省去焊接后清理工作的時間和金錢。
如前所述,與TIG或MIG焊接相比,激光焊接的行進速度更高,可幫助公司提高生產(chǎn)率和效率,從而對利潤產(chǎn)生積極影響。
傳導與鎖孔模式
激光焊接有兩種模式:傳導和鎖孔。每種類型都有針對特定應用程序的優(yōu)勢,因此請務必考慮哪種類型最適合您的需求。
焊接系統(tǒng)根據(jù)能量密度在傳導模式和鎖孔模式之間轉(zhuǎn)換。
在較低的能量密度下,激光器具有較大的光斑和較低的功率。這是傳導模式。在這種模式下,表面被加熱,熱量通過傳導傳遞通過零件。傳導模式通常具有非常平靜的水坑,類似于TIG焊接,非常適合必須精確的裝飾性焊接,例如盒子或標牌的外角。
隨著功率水平的提高(例如2毫米點的直徑縮小到0.6毫米),能量密度變得更高。這種具有更高能量密度的更深的熔深焊接是鎖孔模式。
鎖孔模式可用于刺穿堆疊在一起的兩片材料以產(chǎn)生焊縫。當來自激光的光撞擊頂部表面時,它會汽化并穿透兩個零件,并以激光移動的最快速度填充焊縫。這使得鍵孔模式激光焊接在以前需要像電阻點焊這樣的過程的堆疊或重疊材料的應用中成為一個很好的選擇。鎖孔模式激光焊接比電阻點焊效率更高,電阻點焊使用兩個電極,并且需要接近被焊接材料的頂部和底部。電阻點焊也更難以自動化。
相同的激光焊接系統(tǒng)可用于傳導模式和鎖孔模式。通過增加功率或減小激光的光斑尺寸,這會將模式從傳導模式更改為鎖眼模式。
考慮預先設計的系統(tǒng)
實施預先設計的激光焊接系統(tǒng)可以帶來很多好處。市場上提供的預制系統(tǒng)可提供易用性以及快速簡便的安裝。
一些預先設計的單元構(gòu)建在單個平臺上,并且可以預先組裝運輸-因此可以將它們放入您的焊接操作中,并通常在同一天快速啟動和運行。與其他機器人焊接系統(tǒng)一樣,這使得在操作中集成激光焊接單元變得容易。
一些焊接系統(tǒng)制造商還提供測試實驗室,可以在樣品焊接系統(tǒng)中對樣品零件進行處理。這可以幫助您確定激光系統(tǒng)是否適合您的應用。
對于現(xiàn)在使用MIG,TIG或電阻點焊的操作,切換到激光焊接可以顯著提高生產(chǎn)率-節(jié)省時間和金錢,同時仍能生產(chǎn)高質(zhì)量的焊縫。
下一篇:激光焊接的成本與效率
上一篇:鋁材激光對焊工藝
相關推薦
- 2025-03-28醫(yī)療精密焊接針管激光焊接機
- 2023-02-06光纖激光打標機的使用壽命很長 那是為什么呢?-鐳康激...
- 2022-11-15內(nèi)窺鏡蛇骨激光切割機樣品(激光切割的優(yōu)勢)-鐳康激...
- 2022-11-09激光焊接機應用在醫(yī)療器材有多大的好處-鐳康激光
- 2022-11-09激光打標機對彩色不銹鋼的應用有什么不同?-鐳康激光
- 2022-11-09激光焊接機焊接處有缺口原因是為什么?-鐳康激光
- 2022-11-09激光打標機在打標延時怎么處理-鐳康激光
- 2022-11-09光纖激光切割機工作的情況如何?-鐳康激光
- 2022-11-01激光焊接機氪燈不能觸發(fā)怎么解決-鐳康激光
- 2022-11-01模具激光焊機修補模具怎樣選擇焊絲?-鐳康激光

 粵公網(wǎng)安備 44030602002775號
粵公網(wǎng)安備 44030602002775號
